CLASIFICACION Y BREVE EXPLICACION
En esta entrada voy a hablar de la clasificación de la soldadura pero centrandome principalmente en la soldadura SMAW y soldadura TIG que son las mas utilizadas en la automoción hoy en día, pero sin dejar de lado también a la soldadura láser muy utilizada en la creaccion de carrocerias autoportante.
En este cuadro se hace una buena explicacion y esquematización de la soldadura:
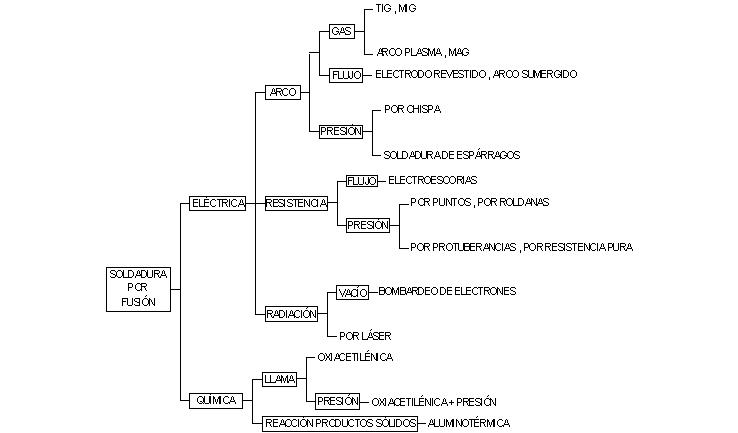
La soldadura MIG/MAG es un proceso de soldadura por arco bajo gas protector con electrodo consumible, el arco se produce mediante un electrodo formado por un hilo continuo y las piezas a unir, quedando este protegido de la atmosfera circundante por un gas inerte (soldadura MIG) o por un gas activo (soldadura MAG).
Ahora voy a explicar un poco de que se trata la soldadura TIG y SMAW.
Soldadura SMAW:
El arco eléctrico se mantiene entre el final del electrodo revestido y la pieza a soldar. Cuando el metal se funde, las gotas del electrodo se transfieren a través del arco al baño del metal fundido, protegiéndose de la atmósfera por los gases producidos en la descomposición del revestimiento. La escoria fundida flota en la parte superior del baño de soldadura, desde donde protege al metal depositado de la atmósfera durante el proceso de solidificación. La escoria debe eliminarse después de cada pasada de soldadura. Se fabrican cientos de tipos diferentes de electrodos, a menudo conteniendo aleaciones que proporcionan resistencia, dureza y ductilidad a la soldadura

El factor principal que hace de este proceso de soldadura un método tan útil es su simplicidad y, por tanto, su bajo precio. A pesar de la gran variedad de procesos de soldadura disponibles, la soldadura con electrodo revestido no ha sido desplazada del mercado. La sencillez hace de ella un procedimiento práctico; todo lo que necesita un soldador para trabajar es una fuente de alimentación, cables, un portaelectrodo y electrodos. El soldador no tiene que estar junto a la fuente y no hay necesidad de utilizar gases comprimidos como protección. El procedimiento es excelente para trabajos, reparación, fabricación y construcción. Además, la soldadura SMAW es muy versátil. Su campo de aplicaciones es enorme: casi todos los trabajos de pequeña y mediana soldadura de taller se efectúan con electrodo revestido; se puede soldar metal de casi cualquier espesor y se pueden hacer uniones de cualquier tipo.
SOLDADURA TIG:
La soldadura TIG (Tungsten Inert Gas), se caracteriza por el empleo de un electrodo permanente de tungsteno aleado a veces con torio o zirconio en porcentajes no superiores a un 2%. Dada la elevada resistencia a la temperatura del tungsteno (funde a 3410 °C), acompañada de la protección del gas, la punta del electrodo apenas se desgasta tras un uso prolongado. Los gases más utilizados para la protección del arco en esta soldadura son el argón y el helio, o mezclas de ambos.


La gran ventaja de este método de soldadura es, básicamente, la obtención de cordones más resistentes, más dúctiles y menos sensibles a la corrosión que en el resto de procedimientos gracias al gas protector que usa.
Las soldaduras hechas con sistema TIG son más fuertes, más resistentes a la corrosión y más dúctiles que las realizadas con electrodos convencionales. Cuando se necesita alta calidad y mayores requerimientos de terminación, es necesario utilizar el sistema TIG para lograr soldaduras homogéneas, de buena apariencia y con un acabado completamente liso.
SOLDADURA LÁSER:
Este tipo de soldadura esta ganando mucho terreno en la actualidad debido a que es el sistema de soldadura más preciso que existe en la actualidad y el que menos calor aporta. Mediante este procedimiento se permite la reparación de todo tipo de útiles, soldadura de piezas de espesores inferiores a 1mm., y todo tipo de unión o reparación de soldadura en el que se desee evitar deformaciones.
VENTAJAS:
1) Permite uniones de gran calidad con o sin aporte de material
2) Permite soldar en sus instalaciones sin desmontar los moldes o matrices.
3) No hay riesgos de distorsión, debilitamiento o aparición de fisuras
4) No se generan rechupes
5) La precisión del procedimiento es la mayor existente
6)No es necesario hacer tratamientos térmicos o precalentamientos.
7) Se produce concentración de calor sobre la pieza en zonas muy limitadas y definidas.
8) La afección térmica del material base es extremadamente baja.
9) Posibilidad de soldar materiales hasta 64 HRC.
10) Posibilidad de recuperación de cantos dañados
No hay comentarios:
Publicar un comentario